Moin zusammen,
Als erstes wollte ich Mass nehmen bei der Lagerplatte. Da dieses Mass sehr genau sein muss, musste ich die Platte abnehmen um von der ebenen Seite zu messen. Dabei bin ich gleich noch einem zweiten Phänomen auf den Grund gegangen, dem Spiel.
In Y- und Z- Achse habe ich ein Umkehrspiel von 0µ, d.h. die Kurbel reagiert "saugend, schmatzend". In X-Richtung habe ich ein Umkehrspiel von 1,4mm. Beim Handkurbeln fühlt man das einfach raus, elektrisch ist das etwas schwieriger.
Also sicherheitshalber eine neue Spindelmutter bei Singer bestellt und Ausbau der Spindel. Frust, die neue Mutter paßt nicht, fasst nicht. Sie läßt sich nichtmal eine 10tel Umdrehung aufdrehen. Steigung stimmt 4mm, Kerndurchmesser stimmt, Aussendurchmesser läßt sich bei den Muttern schlecht bestimmen, scheint aber different. Original 24mm, Tausch 22mm??.
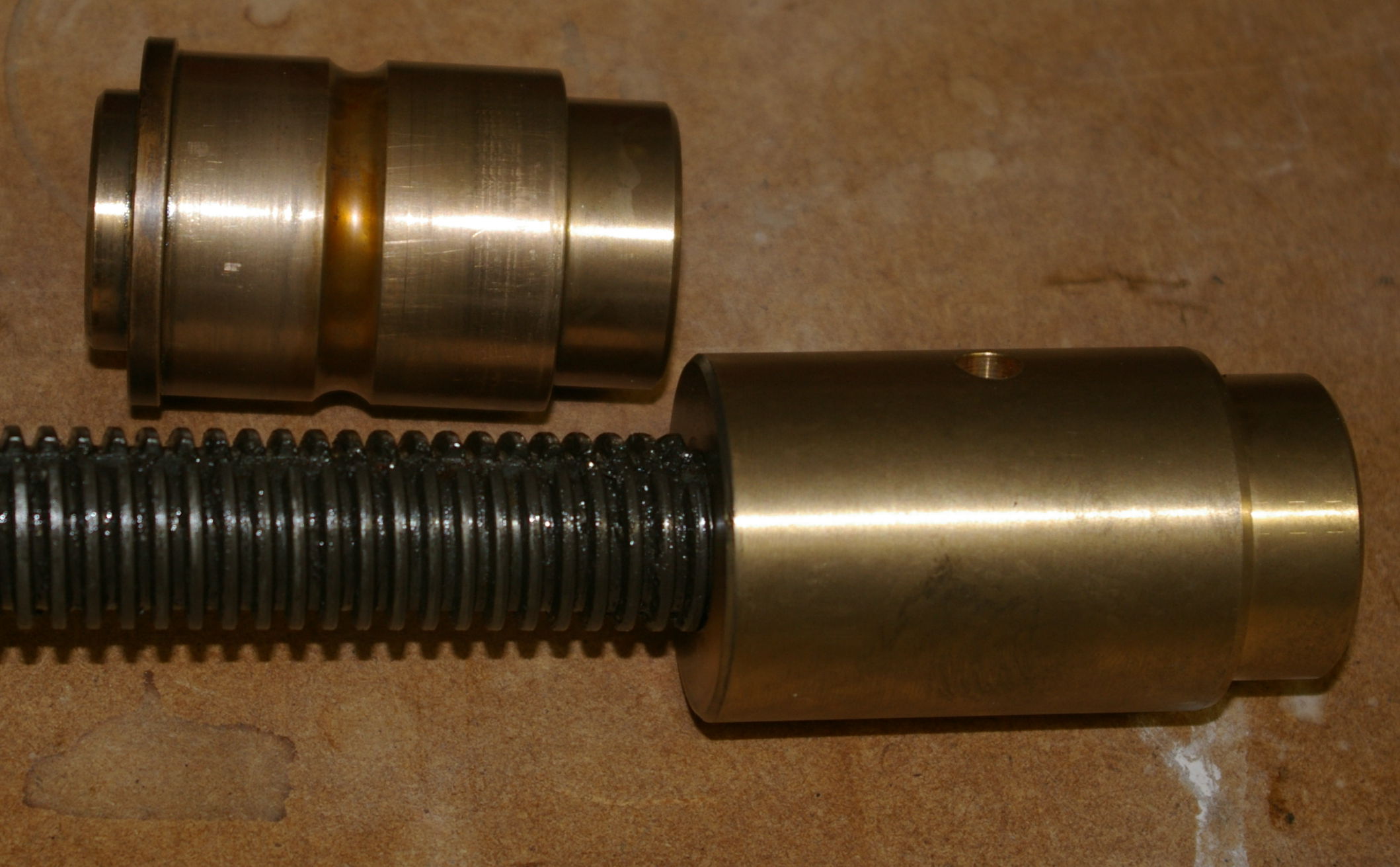
- IMGP0011a.JPG (264.17 KiB) 9778 mal betrachtet
Der ganze Spindelstrang
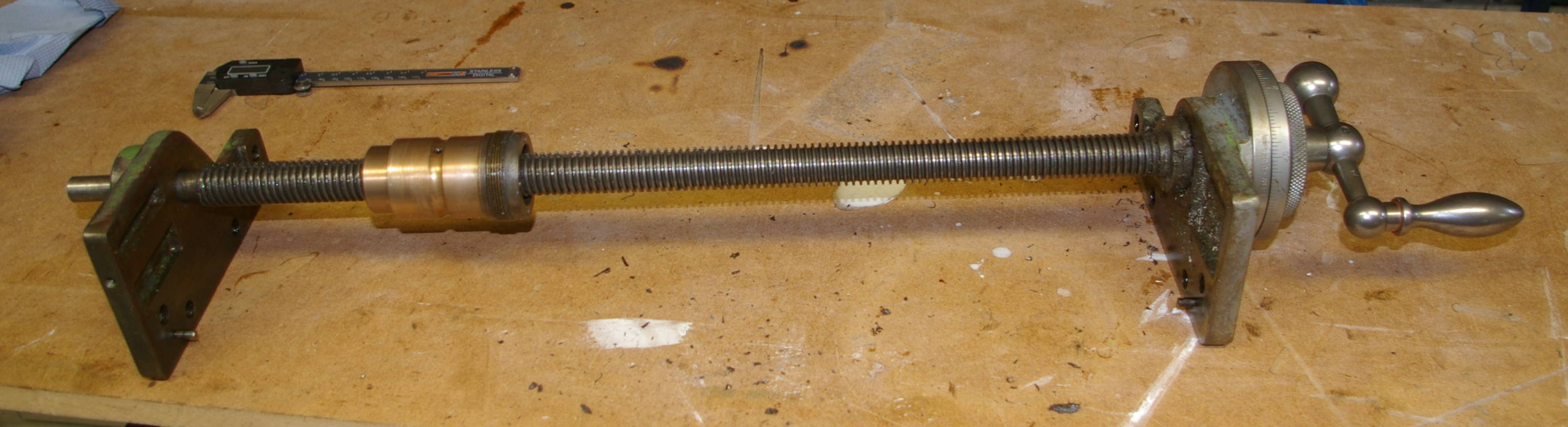
- IMGP0007a.JPG (204.61 KiB) 9778 mal betrachtet
Um diese Mutter zu lösen braucht es einen Zweidornschlüssel 41mm, möglichst gekröpft.

- IMGP0005a.JPG (190.9 KiB) 9778 mal betrachtet
Leider git es den nicht, sodaß ich einen simplen verstellbaren Schlüssel genommen habe

- IMGP0006a.JPG (143.75 KiB) 9778 mal betrachtet
Da der leicht abrutscht war die Gefahr groß, daß ich mir bei voller Kraftanwendung zwischen den vielen Hebeln der Maschine selbst die Finger breche

. Ging aber gut wegen dicker Handschuhe.
Die verbleibende Maschine:

- IMGP0002a.JPG (167.82 KiB) 9778 mal betrachtet
Kurbelseite

- IMGP0004a.JPG (210.6 KiB) 9778 mal betrachtet
Gegenseite, wo ggf der Motor hinkommt
Martin, das ist die Frage. Es hängt vom Standpunkt ab und davon, was man will/braucht.
Sieht man die Deckel als "Museumsstück" wie z.B. unsere Teks, HPs oder so, hast Du uneingeschränkt recht. Dann sollen Änderungen, wenn überhaupt, so unauffällig wie möglich gemacht werden. Sehe ich sie hingegen als "Produktionshilfsmittel", darf ich ein Abwägen aller Vor- und Nachteile vornehmen und die dementsprechend optimale Lösung suchen. Ich bin da noch nicht komplett durch, habe aber schon Präferenzen.
Wenn ich die Maschine, wie Du vorschlägst, ändere, bleibt sie äußerlich unverändert, der Handvorschub kann wahlweise weitergenutzt werden. Der technische Eingriff ist aber gewaltig. De Maschine muß zerlegt werden um den Motor einzubauen, die Motorhalterung muß irgendwie hineingefriemelt werdn.
Der Motor läuft dann in einer "gesättigten Ölatmosphäre im Inneren der Maschine. Und, am wichtigsten, es bleibt eine Einachsmaschine. Der Vorschub kann über die Kulissenschaltung wahlweise in X- oder Z-Richtung geschaltet werden, nicht in Y-Richtung.
Wenn ich hingegen die Motoren an den Kurbelachsen anbringe "verschandele" ich das äußere der Maschine und verliere ggf. die Handkurbeln (Hängt vom Motortyp ab, ob eine Achse oder zwei). Ich habe aber echte Dreiachsfähigkeit und kann, wenn gewollt, direkt eine CNC-Steuerung anschalten um komplizierte Formen zu erzeugen (Modellbau). Außerdem kann der Umbau, bei Erhalt der Funktionsfähigkeit, schrittweise erfolgen.
Mal schauen wie ich da weitermache.
Schönen Sonntag